

Giriş Açısının Spindle Performansına Etkisi
Spindle ve Giriş Açısı: Hızlı İlerlemeli Taramanın Arkasındaki Fizik
CNC işlemede verim artırmak çoğu zaman takım değişikliğiyle başlar; ancak bu değişikliğin spindle üzerindeki etkilerini göz ardı etmek, uzun vadede ciddi maliyetlere yol açabilir. Royal CNC olarak bu yazıda, standart yüzey frezeleme ile hızlı ilerlemeli tarama arasındaki temel ayrımı ve bunun spindle sağlığıyla olan doğrudan ilişkisini ele alıyoruz.
Fark Nerede Başlıyor: Giriş Açısı
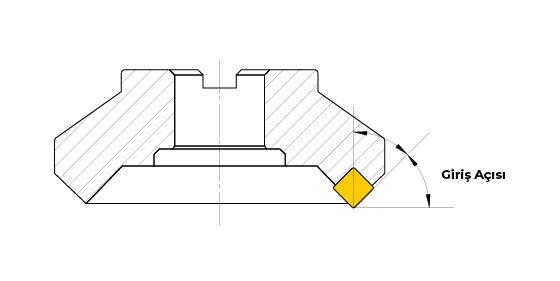
İki takım tipi arasındaki belirleyici fark, geometrinin tam kalbindedir: giriş açısı. Standart yüzey frezeleme kafalarında bu açı 90°'dir. Hızlı ilerlemeli tarama kafalarında ise 15° ile 60° arasında değişen daha küçük açılar kullanılır.
Bu geometrik fark yalnızca bir tasarım tercihi değil; kesme fiziğini kökten değiştiren bir parametredir.
Giriş Açısı Talaş Kalınlığını Nasıl Etkiler?
Metal işleme sırasında giriş açısı, her dişin malzemeye girişindeki maksimum talaş kalınlığını doğrudan belirler. Açı küçüldükçe talaş inceleceğinden, tezgahın tabla ilerlemesi artırılabilir. İşte "hızlı ilerlemeli takım" tanımının teknik temeli tam da burada yatar.
Somut bir örnekle açıklayalım:
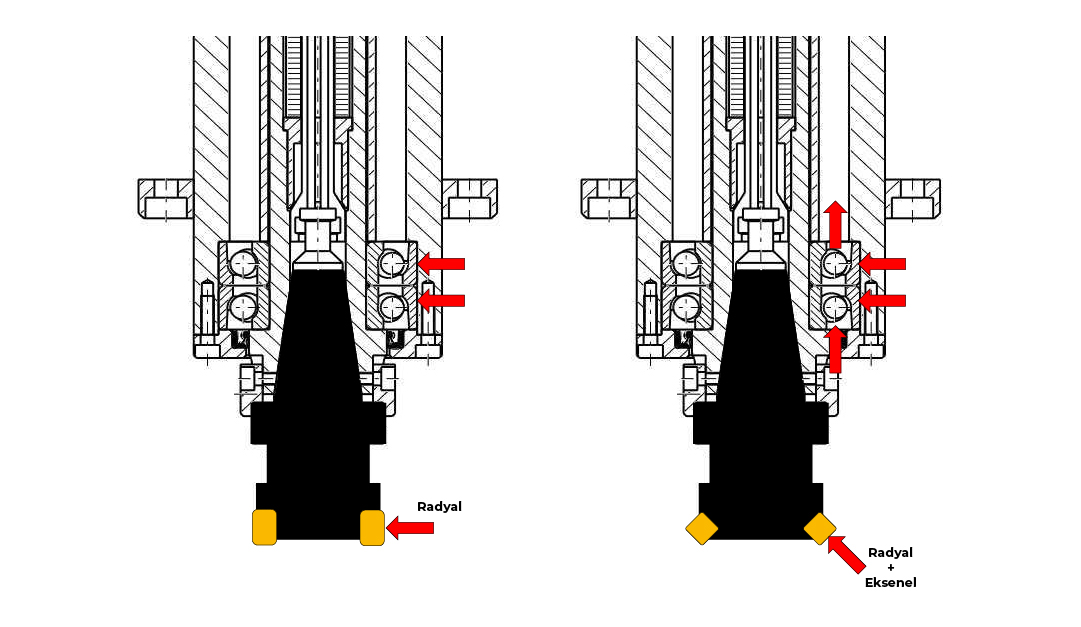
Tabla ilerlemesi 2.400 mm/dak, spindle devri 6.000 d/dak ve 4 dişli bir takım için diş başına ilerleme 0,1 mm/diş olarak hesaplanır. Bu değerler sabitken:
- 90° giriş açılı takımda maksimum talaş kalınlığı: 0,10 mm
- 45° giriş açılı takımda maksimum talaş kalınlığı: 0,07 mm (%30 azalma)
Bu incelme, 45°'lik takımın aynı diş yükünde yaklaşık %30 daha yüksek tabla ilerlemesiyle çalışabileceği anlamına gelir; yani teorik tabla ilerlemesi 2.400 mm/dak'tan yaklaşık 3.100 mm/dak'a çıkar.
Aşağıdaki diyagram bu iki takım tipinin kesme kuvveti yönlerini karşılaştırmalı olarak göstermektedir:### Spindle İçin Asıl Mesele: Yük Yönü
Verimlilik kazanımı cazip görünse de 45°'lik takımın spindle üzerinde 90°'lik bir takımdan çok farklı bir yük profili oluşturduğunu mutlaka göz önünde bulundurmak gerekir.
90° giriş açılı standart takımda kesme kuvveti yalnızca radyal yönde etki eder; rulmanlar bu yükü taşımak üzere tasarlanmıştır. 45° giris açılı hızlı ilerlemeli takımda ise radyal yüke ek olarak yüksek düzeyde eksenel yük de oluşur. Bu iki yön kombinasyonu, spindle rulmanları için çok daha zorlu bir çalışma koşulu anlamına gelir.
Sonuç olarak hızlı ilerlemeli takımlarla çalışacak olan bir spindle'ın, bu yük kombinasyonunu kaldırabilecek şekilde seçilmiş ve doğru ön yüklemeyle monte edilmiş rulmanlarla donatılmış olması şarttır.
Spindle Bakım ve Revizyonunda Göz Ardı Edilmemesi Gereken Üç Kriter
Royal CNC olarak spindle bakım ve onarım süreçlerinde teknik ekiplerimizin titizlikle uyguladığı üç temel kriter şunlardır:
Birincisi, rulman seçimi ve ön yükleme. Rulmanlar, yalnızca tezgahın nominal yük kapasitesine göre değil, fiilen kullanılan kesme prosesine ve giriş açısına göre seçilmelidir. Hızlı ilerlemeli uygulamalarda eksenel yük bileşeni ihmal edilirse rulman ömrü ciddi ölçüde kısalır.
İkincisi, kontak açısı optimizasyonu. Rulman kontak açısının doğru belirlenmesi, hem radyal hem de eksenel yüklerin dengeli taşınmasını sağlar. Bu değer yanlış hesaplandığında tezgah titreşim sınırları içinde çalışıyor gibi görünse bile rulman içinde erken yorulma başlar.
Üçüncüsü, montaj sonrası doğrulama. Bakım tamamlandıktan sonra tüm ayar ve ölçümlerin bağımsız biçimde doğrulanması, sorunun kaynakta çözüldüğünü garanti eder. Kapasite testi yapılmadan devreye alınan bir spindle, kısa sürede yeniden arıza üretir.
Bu üç kriterin herhangi biri atlandığında; spindle performansı düşer, işleme hassasiyeti bozulur ve arıza-onarım döngüsü kaçınılmaz hale gelir.
Spindle bakımı, seçimi veya kapasite testi konularında Royal CNC uzman kadrosundan destek almak için bizimle iletişime geçebilirsiniz.